PROJECTION EXCESSIVE
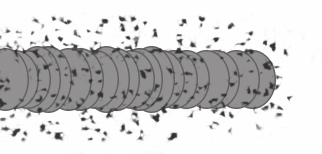 | Éparpillement de goutelettes de métal en fusion qui se solidifie sur la plaque près de la soudure |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Vitesse de dévidage du fil trop élevée | Réduire la vitesse de dévidage du fil. |
| Voltage inadéquat | Utiliser le voltage recommandé par le fabricant du fil pour le gaz et la vitesse de fil utilisé. |
| Longueur libre (stickout) de l'électrode trop longue | Réduire la longueur libre (stickout) de l'électrode. |
| Pièce à souder trop sale | Enlever toute trace de graisse, huile, humidité, peinture, revêtement de suface et poussière de la région à souder. |
| Protection gazeuse insuffisante à l'arc de soudage | Augmenter le débit de gaz de protection au régulateur/débitmètre et/ou prévenir les courants d'air dans la zone de soudage. |
| Fil à souder trop sale | - Utiliser du fil propre et sec. - Utliser un tampon lubrifiant pour enlever l'huile et le lubrifiant provenant du dévidoire ou de la gaine sur le fil. |
PROJECTION EXCESSIVE
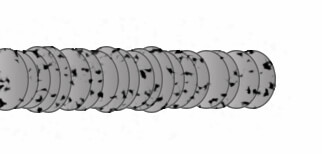 | Porosité-Petite cavité ou trou obtenu par l'emprisonnement des pochettes de gaz dans la soudure |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Protection gazeuse inadéquate | - Vérifier si vous avez un bon débit de gaz. - Nettoyer la buse du pistolet. - Vérifier s'il n'y pas de fuite dans le tuyau de gaz ou dans l'assemblage de la buse. - Enrayer les courants d'air dans la zone de soudage - Positionner votre buse à souder à 1/4 - 5/8 po de la pièce à souder. - Maintenir le pistolet au dessus de la soudure jusqu'à la solidication complète du cordon. |
| Mauvais gaz | Utiliser un gaz de soudage adéquat pour le type de métal à souder. |
| Fil à souder trop sale | - Utiliser du fil propre et sec. - Utiliser un tampon lubrifiant pour enlever l'huile et le lubrifiant provenant du dévidoir ou de la gaine sur le fil. |
| Pièce à souder trop sale | Enlever toute trace de graisse, huile, humidité, peinture, revêtement de surface et poussière de la région à souder. |
| Longueur libre (stickout) de l'électrode trop longue | Réduire la longueur libre (stickout) de l'électrode. Réduire la distance entre la buse et la pièce en déçà de 5/8po |
PROJECTION EXCESSIVE
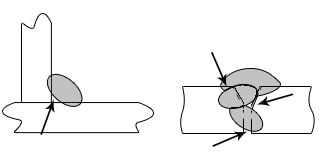 | Le bain de fusion est incapable de fusionner le métal de base ou le cordon précédent |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Pièce à souder trop sale | Enlever toute trace de graisse, huile, humidité, peinture, revêtement de surface et poussière de la région à souder. |
| Énergie linéaire insuffisante | Augmenter le voltage et/ou la vitesse de fil. |
| Mauvaise technique de soudage | - Faites un petit cordon droit dans la zone ciblée. - Ajuster l'angle d'attaque ou augmenter l'ouverture de la préparation pour faciliter l'accès à la racine du joint. - Maintenir de façon momentanée l'arc sur la préparation du joint si vous oscillez dans le joint. Maintenir l'arc de soudage dans la région du début de la zone de fusion. - Utiliser le bon angle de progression. Incliner la buse entre 0°-15° en poussant dans la direction du déplacement. |
PROJECTION EXCESSIVE
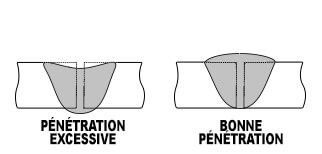 | Le bain de fusion défonce la racine du joint et excède le dessous de la plaque |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Énergie linéaire trop élevée | - Réduire la vitesse de dévidage du fil et le voltage. - Augmenter la vitesse de déplacement du pistolet. |
PROJECTION EXCESSIVE
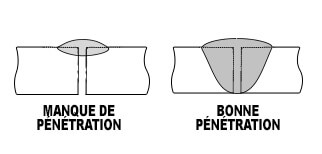 | Faible pénétration du bain de fusion au travers l'épaisseur de la plaque |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Mauvaise préparation du joint | Matériel trop épais. La préparation du joint doit permettre l'accès à la racine de la préparation en maintenant une longueur libre adéquat. |
| Énergie linéaire insuffisante | Augmenter le voltage et/ou la vitesse du fil. - Réduire la vitesse de déplacement du pistolet. |
| Mauvaise technique de soudage | - Utiliser le bon angle de progression. Incliner la buse entre 0°-15° en poussant dans la direction du déplacement. - Maintenir l'arc de soudage dans la région du début de la zone de fusion. - Réduire la longueur libre (stickout) de l'électrode. Réduire la distance entre la buse et la pièce en déçà de 5/8''po. |
PROJECTION EXCESSIVE
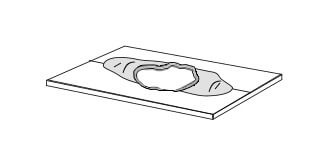 | Le bain de fusion fusionne complètement le métal de base ce qui donne des trous dans la pièce |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Énergie linéaire trop élevée | - Réduire la vitesse de dévidage du fil et le voltage. - Augmenter la vitesse de déplacement du pistolet. |
PROJECTION EXCESSIVE
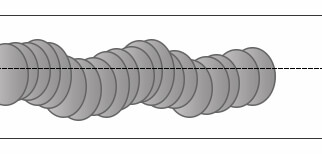 | Le bain de fusion n'est pas parallèle au joint et ne couvre pas tout le joint |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Main irrégulière | Appuyer la main sur une surface solide ou souder avec les deux mains en appuyant les bras sur une surface fixe. |
PROJECTION EXCESSIVE
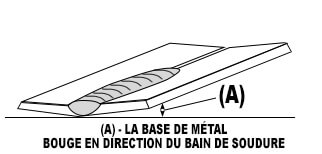 | Contraction du métal fondu lors du soudage qui force le métal de base à bouger |
| CAUSES POSSIBLES | ACTIONS CORRECTIVES |
| Main irrégulière | - Utiliser des serres rigides pour maintenir la pièce en place durant le soudage. - Pointer le joint à souder à plusieurs endroits avant le soudage. - Réduire la vitesse de dévidage du fil et le voltage. - Augmenter la vitesse de déplacement du pistolet. - Diviser le joint à souder en petits segments et laisser la pièce refroidir entre chaque soudure. |

