TEINTE RECOMMANDÉE POUR LE SOUDAGE À L'ARC (CSA W117.2-06)***
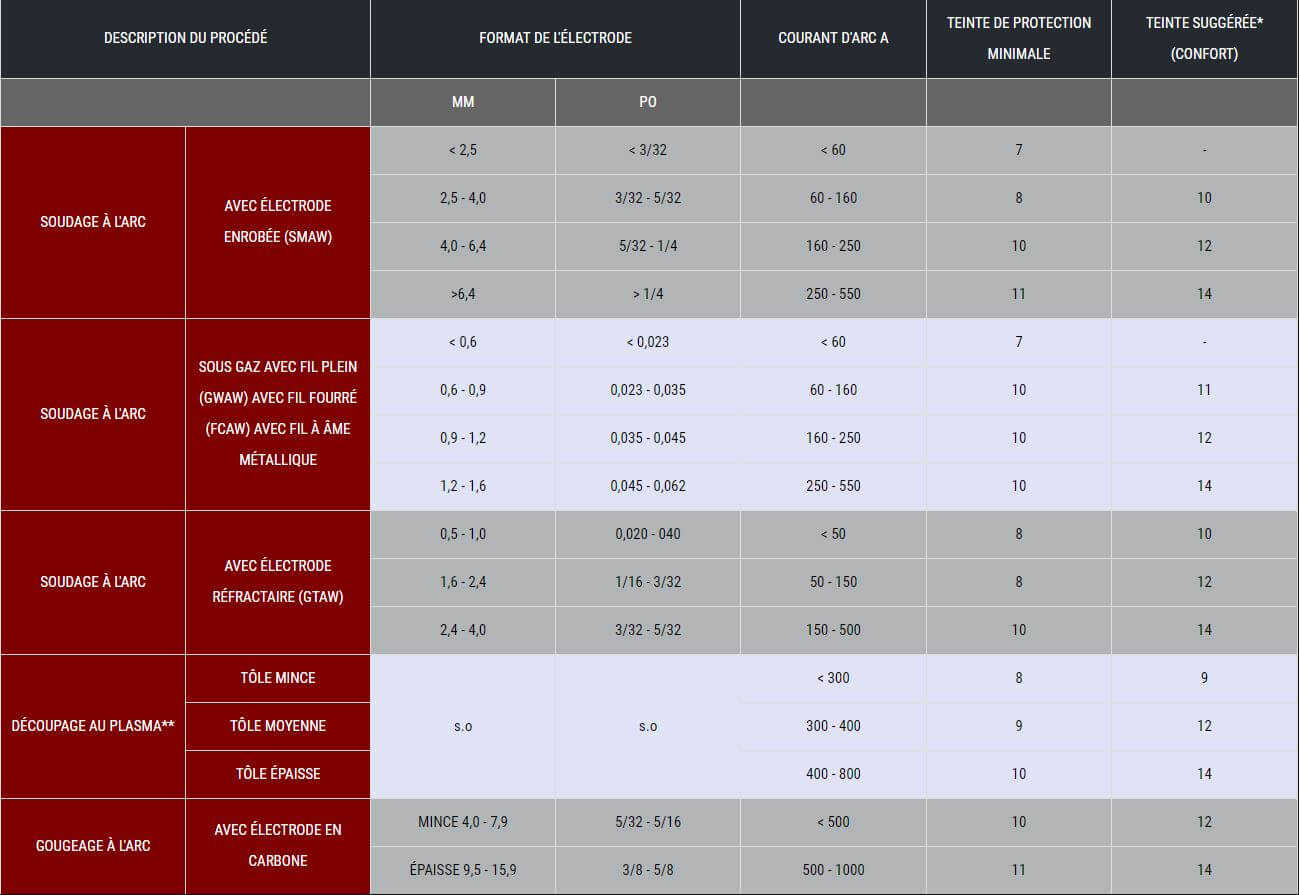
| DESCRIPTION DU PROCÉDÉ | DESCRIPTION DU PROCÉDÉ | FORMAT DE L'ÉLECTRODE | COURANT D'ARC A | TEINTE DE PROTECTION MINIMALE | TEINTE SUGGÉRÉE* (CONFORT) | |
| MM | PO | |||||
| SOUDAGE À L'ARC | AVEC ÉLECTRODE ENROBÉE (SMAW) | < 2,5 | < 3/32 | < 60 | 7 | - |
| 2,5 - 4,0 | 3/32 - 5/32 | 60 - 160 | 8 | 10 | ||
| 4,0 - 6,4 | 5/32 - 1/4 | 160 - 250 | 10 | 12 | ||
| AVEC ÉLECTRODE ENROBÉE (SMAW) | >6,4 | > 1/4 | 250 - 550 | 11 | 14 | |
| SOUDAGE À L'ARC | SOUS GAZ AVEC FIL PLEIN (GWAW) AVEC FIL FOURRÉ (FCAW) AVEC FIL À ÂME MÉTALLIQUE | < 0,6 | < 0,023 | < 60 | 7 | - |
| 0,6 - 0,9 | 0,023 - 0,035 | 60 - 160 | 10 | 11 | ||
| 0,9 - 1,2 | 0,035 - 0,045 | 160 - 250 | 10 | 12 | ||
| 1,2 - 1,6 | 0,045 - 0,062 | 250 - 550 | 10 | 14 | ||
| SOUDAGE À L'ARC | AVEC ÉLECTRODE RÉFRACTAIRE (GTAW) | 0,5 - 1,0 | 0,020 - 040 | < 50 | 8 | 10 |
| 1,6 - 2,4 | 1/16 - 3/32 | 50 - 150 | 8 | 12 | ||
| 2,4 - 4,0 | 3/32 - 5/32 | 150 - 500 | 10 | 14 | ||
| DÉCOUPAGE AU PLASMA** | TÔLE MINCE | s.o | s.o | < 300 | 8 | 9 |
| TÔLE MOYENNE | 300 - 400 | 9 | 12 | |||
| TÔLE ÉPAISSE | 400 - 800 | 10 | 14 | |||
| GOUGEAGE À L'ARC | AVEC ÉLECTRODE EN CARBONE | MINCE 4,0 - 7,9 | 5/32 - 5/16 | < 500 | 10 | 12 |
| AVEC ÉLECTRODE EN CARBONE | ÉPAISSE 9,5 - 15,9 | 3/8 - 5/8 | 500 - 1000 | 11 | 14 |
* LE NUMÉRO DE TEINTE EST DONNÉ À TITRE INDICATIF ET PEUT ÊTRE MODIFIÉ SELON LES BESOINS. ON RECOMMANDE DE COMMENCER AVEC UNE TEINTE SOMBRE POUR VISUALISER LA ZONE DE SOUDAGE, PUIS DE PASSER À UNE TEINTE PLUS CLAIRE (SANS DÉPASSER LE MINIMUM PRESCRIT) SELON LES BESOINS. DANS LE CAS DU SOUDAGE OU DU DÉCOUPAGE OXY-GAZ COMBUSTIBLE, IL EST PRÉFÉRABLE D'UTILISER UN ÉCRAN FILTRANT QUI ABSORBE LA LUMIÈRE DE SODIUM (JAUNE) VISIBLE ÉMISE PENDANT L'OPÉRATION.
** SI L'ARC EST BIEN VISIBLE. SI L'ARC EST CACHÉ DANS LA PIÈCE, IL EST POSSIBLE D'UTILISER UNE TEINTE PLUS CLAIRE.
*** POUR LES UTILISATEURS DES É-U, UTILISER LES NORMES ANS/AWS F2.2 POUR SÉLECTIONNER LA TEINTE DE VOTRE LENTILLE.

